座机号码:18983920085、13883555091
公司传真:023-62606256
电子邮箱:chongqingyoujie@163.com
联系地址:重庆市江津区白沙工业园区内
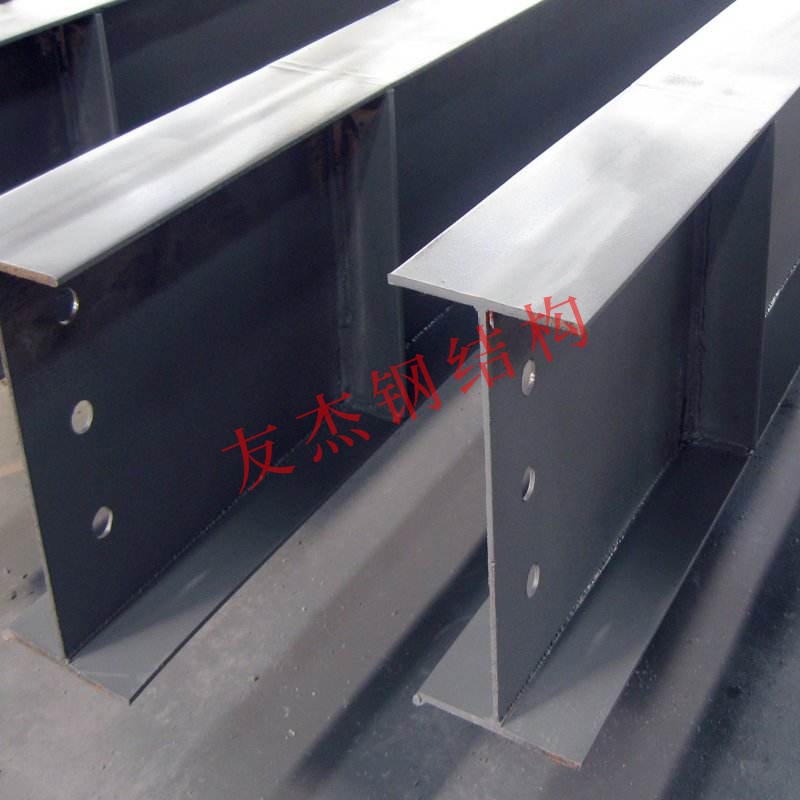
钢结构主框架钢柱采用焊接箱柱,钢梁为焊接H型钢,构件数量多,工程量大。我公司采用先进的专用箱柱生产设备电渣压力焊接和焊接H型钢生产线。构件板材自动切割快速准确,面板和腹板采用门埋弧自动焊接焊接,保证焊接质量,构件除锈为抛丸除锈。
(一)、箱形柱的加工制作
箱柱由四块钢板焊接而成,生产工艺与H型钢焊接工艺大致相同,其工艺见工艺图。
箱柱下料采用数控火焰切割机切割柱板,开坡方法为碳弧气刨切割K坡,下料后矫直校正。为保证柱板组装准确,需要制备和组装胎膜。组装顺序为:先以上盖板为基准,再放出横隔板和侧腹板的装配线,进行U型组装,后组装下盖组装后焊接。柱体主体焊接采用埋弧自动焊接,加强板焊接采用电焊机手工焊接,后一个隔板焊接电渣压力焊接。箱柱焊接完成后,进行矫直校正,然后用端头铣床切割端头。
箱柱涂装严格按标准除锈刷油。箱柱制作完成后,由专职质检人员进行检查和编号。箱柱的制作和组装是关键,其组装工艺如下:
1.首先,以上盖板为组装基准,按施工图要求在其组装面上放置隔板和侧腹板组装线,并用样冲标志。
2.先组装上盖板和隔板,组装在胎模上,组装好后必须焊接后才能进行下道工序。
3.腹板组装前,检查腹板的直度,组装时采用方向组装,先定位中加强板,再定位腹板。
4.整个箱体结构组装在U型结构完成后,首先矫正U型结构腹板边缘,使其不平整〈L/1000,然后将腹板组装定位线放在下盖板上,翻转U型结构组装,一个方向组装,定位点焊对称施焊。
5.隔板后一侧采用电渣压力焊接,专用设备采用电渣压力焊接。
(二)、焊接H型钢梁的加工制造
工艺过程:
1.下料图单
①本工序为材料检验部分,包括工程所选型号、规格的确认和材料的质量检验。
②质量检验标准:
应符合设计要求和国家现行标准。
③检验方法:
检查钢材质量证书和复试报告,用钢卷尺、卡尺检查型号、规格。
2.放样,号料
①放样标记时,应明确标明装配标记、螺孔标记、加强板位置方向、倾斜标记、中心线、基准线和检验线,必要时制作样品。
②注意预留生产,安装时焊接收缩余量;切割、刨边、铣削余量;安装预留尺寸要求。
③标记前,应纠正材料的弯曲和变形。
④样品放样和样品的允许偏差见下表:
项目允许偏差
平行线距离和分段尺寸±0.5mm
对角线差1.0mm
宽度、长度±0.5mm
孔距±0.5mm
加工模型的角度±20’
⑤数字材料的允许偏差见下表:
项目允许偏差、形状和尺寸±1.0、孔距±0.5
⑥声波探伤试验质量检验,检测等级为二级。
咨询服务热线:
18983920085 13883555091
邮箱:chongqingyoujie@163.com
传真: 023-62606256
地址: 重庆市江津区白沙工业园区内
 在线咨询
在线咨询