座机号码:18983920085、13883555091
公司传真:023-62606256
电子邮箱:chongqingyoujie@163.com
联系地址:重庆市江津区白沙工业园区内
钻孔在钢结构加工中占有一定比重,钢构件使用的高强度螺栓(大六角头螺栓、扭剪型螺栓等)、半圆头铆钉自攻螺丝等用孔的制作方法有:钻孔、铣孔、冲孔、铰孔或锪孔等,应根据技术要求合理选择加工的方法,制孔工艺分为零件制孔和成品制孔两种。
一、螺栓孔分为精制螺栓孔(A、B级螺栓孔)和普通螺栓孔(C级螺栓孔)。精制螺栓孔的螺栓直径与孔径等,其孔的精度与孔壁表面粗糙度要求较高,一般钻小孔,板叠组装后铰孔才能达到质量标准,普通螺栓孔包括高强度螺栓孔、普通螺栓孔、半圆头铆钉孔等,孔径必须符合设计要求。

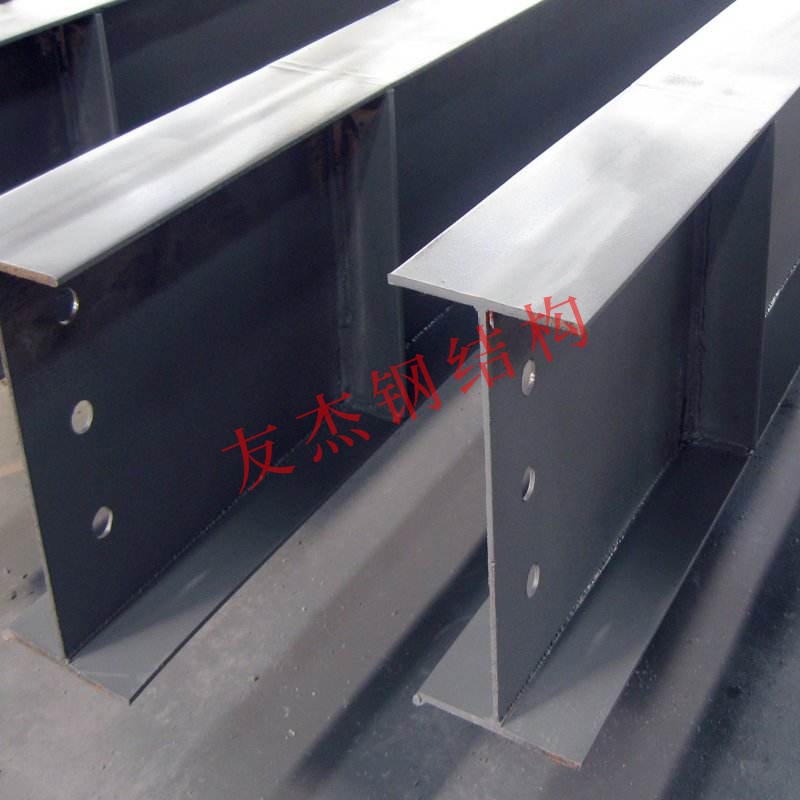
二、主要构件连接和直接承受动力荷载重复作用且需要进行疲劳计算的构件,其连接高强度螺栓孔应采用钻孔成型。次要构件连接且板厚小于或等于12㎜时可采用冲孔成型,孔边应无飞边、毛刺。
三、钢结构加工时高强度螺栓连接构件的栓孔孔径应符合设计要求,高强度螺栓连接构件制孔允许偏差。当设计无要求时,成孔后任意两孔间距离的允许偏差,应符合GB50205---2001的规定。增加大圆孔和槽孔两种孔型,并规定大圆孔和槽孔仅限于盖板或芯板之一,两者不能同时采用大圆孔和槽孔。
咨询服务热线:
18983920085 13883555091
邮箱:chongqingyoujie@163.com
传真: 023-62606256
地址: 重庆市江津区白沙工业园区内
 在线咨询
在线咨询