座机号码:18983920085、13883555091
公司传真:023-62606256
电子邮箱:chongqingyoujie@163.com
联系地址:重庆市江津区白沙工业园区内
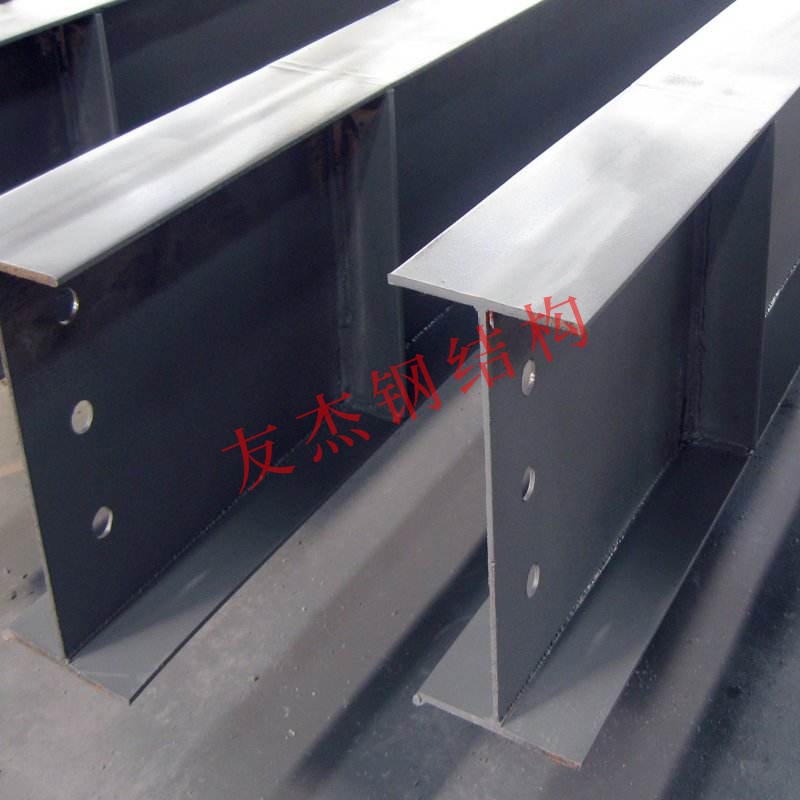
1 重庆结构件必须按照工艺要求的顺序进行处理:当存在隐藏焊缝时,必须首先焊接并检查覆盖。为了减少变形,请在校正后尝试使用小焊接部件,然后组装大型部件。
2.必须检查和合格组装的零件和部件。零件,与接触面连接的部件和铁锈,毛刺,污垢,冰雪,石油痕迹等。应移除沿焊缝边缘30至50毫米的范围。
3.在组装组装好的轮胎时,定位必须考虑到先前释放的焊接收缩量和加工余量。
4,为了减少大型零件组装焊缝的变形,必须先校正小型焊接零件,然后再进行大型零件组装;必须在批量组装之前测试第一件轮胎和组件。
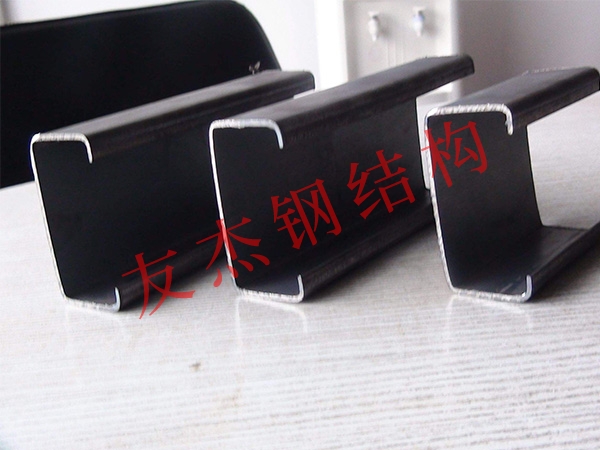
5.板材和型材的拼接必须在组装前完成,组件的组装必须在组装,焊接和校正组件后进行,以减少组件的残余应力并确保产品的质量;组件的隐藏部分应事先涂上。
6. 重庆钢结构加工时,需要抛光并拧紧。上接触面应接近75%。
7.加工后的部件必须在明显的部位上立即用油漆编号,数字的数量,部件的数量,件数等。必须写它们才能找到。
8,钢结构加工孔法重庆有钻孔(孔洞精度高,孔壁损坏小),冲孔(板厚不大于12 mm,砂轮平滑)冲孔后围绕孔,割孔(当孔的直径超过50毫米时,也使用火焰割孔。
9 所示,A级,B级(I级孔)的螺栓孔必须具有H12的精度,孔壁表面Ra的粗糙度不得超过12.5μm。 C级螺栓孔(II型孔),孔壁的表面粗糙度Ra不得超过25μm。
10.当螺栓孔距离超过上表时,应在修复焊接后使用与基材匹配的焊条重新制作孔。
咨询服务热线:
18983920085 13883555091
邮箱:chongqingyoujie@163.com
传真: 023-62606256
地址: 重庆市江津区白沙工业园区内
 在线咨询
在线咨询