

产品说明:
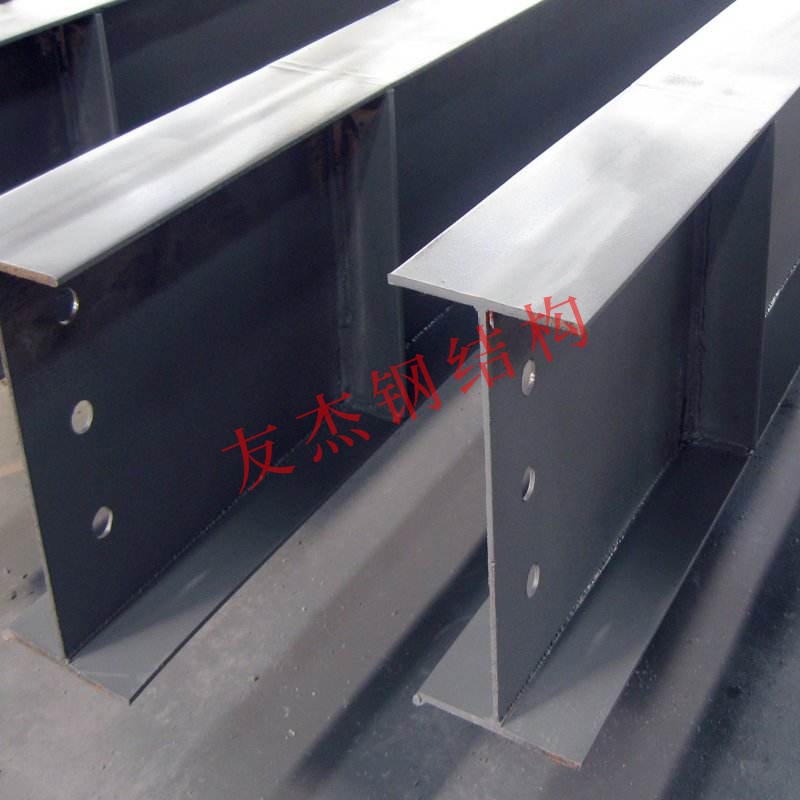
1.焊接H 型钢生产方式是将H型钢按照“工”字型放置,两侧同时焊接两道角缝,大大增加了焊接效率。由于对称焊接,焊接后腹板基本不变形。
2.矫形机构H型钢翼缘矫正机通过偏心压辊实现对焊后热态的H型钢翼板的角变形直接矫正,减少了矫正力,并提高了矫正精度。
3.从焊接规格上看,焊接H型钢的规格是国内最大的,与国外最先进的H型钢焊接设备生产公司(ESAB公司)的H型钢焊接生产线指标相同。
4.在组立方式上,采用了组立-焊接一体化方式,减少了工序,提高了生产效率。
5 . 在腹板、翼缘板对中方式上,采用了前后各两组的对中方式,提高了定位精度。
6 .送丝机与焊枪软连接并且焊枪焊接角度可以调整装置。
7 .大角焊缝,采用双电源(DC+AC)双丝、双弧、双熔池焊接工艺。本生产线的这些特点都是国内首创。
8 .采用进口PLC控制,可靠,易编程 。
9.在同一工位上,连续完成H型钢在生产过程中的组立、焊接、矫形、托起、出料等全部工序。